Classified HE process flow of rolling mill bearings
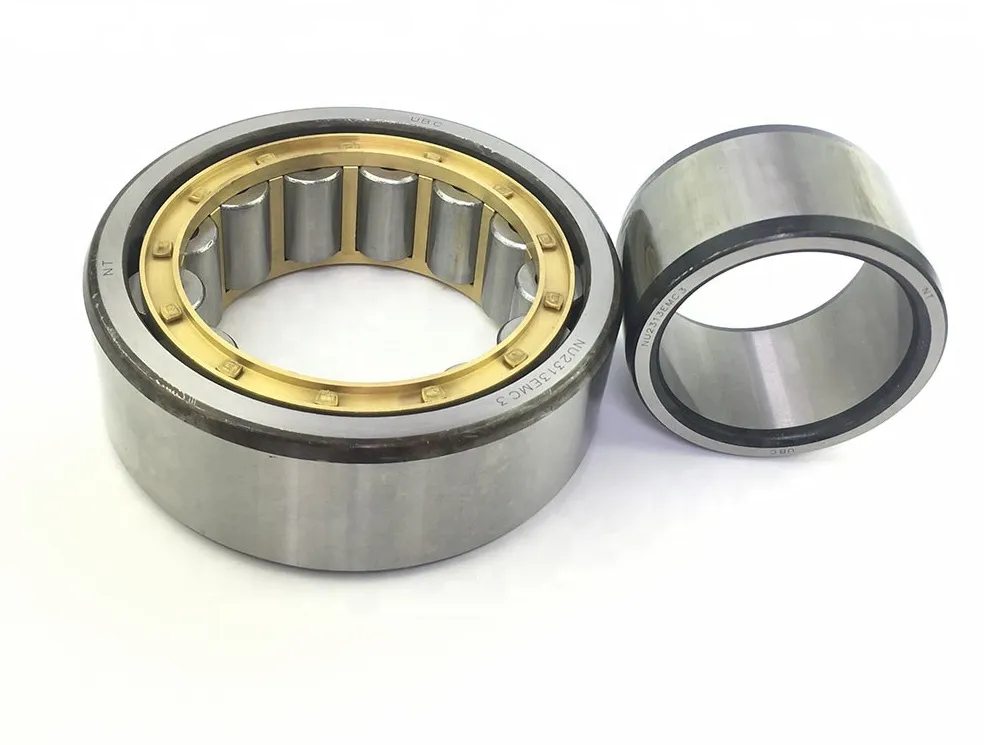
Four rows of cylindrical roller bearings and six rows of cylindrical roller bearings are almost all used in the roll neck, roller and rolling machine of the steel rolling frame.These bearings have low friction compared with other roller bearings.Because these bearings are usually mounted on the roll neck with interference fit, they are particularly suitable for rolling mill applications with high rolling speed.The low cross section of these bearings allows the use of a relatively large roll neck diameter compared to the roll diameter.Due to the large number of rollers, the radial load capacity is very high.