Dry quenching rotating seal valve failure analysis
Dry quenching rotating seal valve failure analysis
by:Waxing2020-11-16
Dry quenching rotating seal valve failure analysis - 2020
02 -
02, the occurrence of the incident on November 26, 2012 points mark step out rotating seal valve 'smart motor fault, the material level, 112 tons of dry quenching successful regulated rotary valve inspection to the site, but not move, immediately organize operations staff to inspect chute, no foreign body, after open manhole and check, no foreign body after open manhole, there are more coke, ready to cut carbon.
Because of the dry quenching furnace can continue coke, after stopping discharging 6 PCS red coke furnace, stop loading focal point 22, 363 tons of material level.
Discharge through the cooling, 22:30 began to cut carbon, 27 02:30 about tao over charcoal, but did not see a foreign body, several times during the scene manually turning, or turn to be not moved, organize maintenance personnel with one thousand catties by rotary valve blade, but difficult, 04:30 out two blade space, observe the lower three piece of leaf blade not seen obvious foreign body, the upper two obvious foreign matter, not doubt after bearing and lubrication system appear problem, open the side of the rotary valve seal chamber manhole, 5:30 to open the drive side bearing end cover to check bearing, also not seen obvious abnormity, continue to use after one thousand jins bumps blade, hanging chain pull blade together at the same time, the rotating seal valve is still not moving.
Overnight check processing, rotating seal valve jammed the scene did not see any progress, 27, 9:00 site decided to replace rotating seal valve, at 27, GSM blackjack new rotating seal valve installation commissioning is completed.
Two, background rotating seal valve used in dry quenching system, set up in the focal down to the bottom of the unit vibration feeder, is cooled to below average temperature about 200 ℃ within the coke from dry quenched groove continuous discharging device.
By adjusting the amplitude of vibration feeder, the cooling coke continuous quantitative given, down into the rotating seal valve of the tongue, the deceleration point machine drive the rotor rotation, the coke to expel from under the rotating seal valve, rotating valve line of coke process implementation, to avoid the harmful gas leak into the surrounding environment.
Three, properties, equipment failure events affect 108 coke wet quenching furnace.
Five, the cause of the problem and analysis of 28, the collapse of the inspections for rotating seal valve, 29, when removing the valve body end face sealing device found cylindrical rotor not drive side seal groove on a protection ring off, and the card in the clearance between housing and rotor, cannot cause the rotating seal valve rotor rotation.
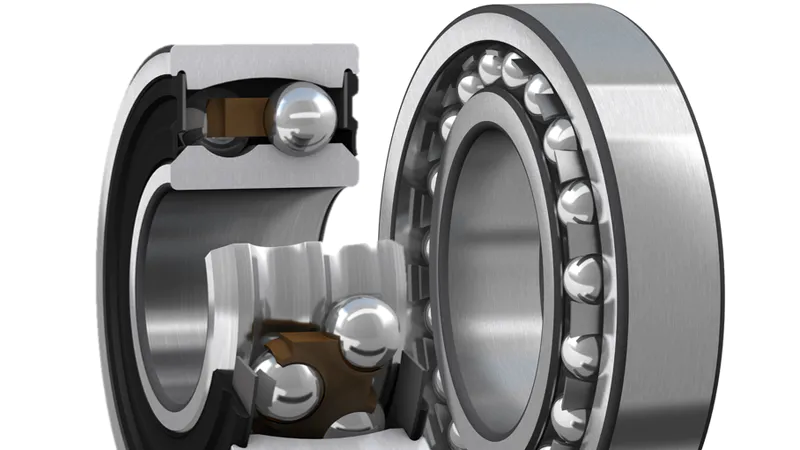
Rotating seal valve end face sealing principle (
As shown in figure 1)
: the rotor at the ends of the cylindrical seal groove, groove filling packing and protection ring, 12 arc stainless steel protective ring on the circumference of a circle, in turn, displaces, the stainless steel protection ring seal ring is fixed by 12 pieces of arc, on the circumference of a circle is, in turn, displaces, seal by uniform distribution of 36 spring seat position, so that the sealing ring and shell form contact seal ring.
In rotating seal valve work, grease sealing ring and shell sealing ring interface on the rotor groove, distribution to the whole sealing surface, make the seal reach state during rotation.
Figure 1 the rotating seal valve in November 2011 step dry quenching after put into production use.
In September step dry quenching years before, because of the dry quenched groove inclined flue serious deformation of back plate burning, cause inclined flue often appear floating carbon phenomenon, in order to avoid floating carbon circulation fan can only load down production (
Lead to insufficient circulation air volume)
。
Coke demand in order to keep the company at the same time, still need large amount of coke production, the focal temperature is higher, more than 200 ℃,
Normal discharge chamber temperature below 160 ℃)
Focal working condition of high temperature lead to rotating seal valve, changing and rotating seal valve end face sealing grease (
Extreme pressure synthetic fat 7408 - b
2)
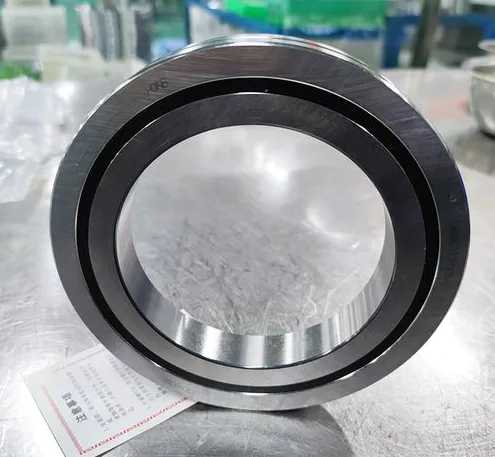
Drop point is 193 ℃, when the temperature is higher than this grease melted into liquid, make the rotating seal valve end face sealing no lubrication sealing effect, formation of dry grinding,
See figure 2)
。
On November 26, after one wear loose stainless steel protective ring was brought into the clearance between rotor and shell, and CARDS in it, cause the rotating seal valve.
Figure 2 stainless steel due to arc protection ring in the medial, lateral and packing and seal glue, in the case of remove the rotating seal face and manhole can only check to seal spring seat and the arc seal ring and shell sealing ring seals, unable to observe internal wear of end face sealing device, such as complete disintegration check with site conditions is not back, can only be returned to the factory maintenance.
Caused by a lack of professional experience, not fully consider the focal high temperature on the impact of the grease, the second annual repair of rotating seal valve repair items not detailed enough, no strange appearance inspection only after checking the seal spring seat and the arc seal ring and shell sealing ring seals, not to protect stainless steel ring inspection led to the happening of the accident.
In the process of the accident treatment, improper inspection unit processing measures, the step dry quenching to resume production time delay, improper treatment measures are responsible.
Figure 3 six, 1 preventive measures and Suggestions.
Need to strengthen the ability to deal with problems, the ability to find problems, the ability to handle problems.
2.
Will now rotating seal on both ends of the valve seal gas pressure minimum alarm value set to 6 kpa (
Rotating seal valve work normally when the internal gas pressure of about 4 kpa)
, please immediately notify the tally when less than 6 kpa.
Vibration feeder coil cooling pressure duct outlet pressure alarm value set to 2 kpa, the alarm value is only for reference to vibration feeder coil temperature (
High at 129 ℃)
Based on the cooling air volume adjustment.
3.
The replacement of high temperature resistant lubrication.
4.
Rotating seal valve to grease pump fuel cycle is from 4 times/h to 6 times per hour, about 2 days to fill a lubricating oil tank.
Per shift check for oil pump working condition of walk-around inspection and ensure the pipe line and rotating seal valve lubrication point no leakage phenomenon.
Once every two weeks to check rotating seal valve end face seal lubrication points lubrication conditions.