Rotary kiln tile accident treatment experiences and lessons
Rotary kiln tile accident treatment experiences and lessons
by:Waxing2020-11-15
Rotary kiln turn experiences and lessons of the accident treatment - 2021
02 -
10 ChuYanPeng de-sheng jiang Liang Xiaohua bao-min zhang Kong Xiangfeng (
Shandong spring xing cement co. , LTD. )
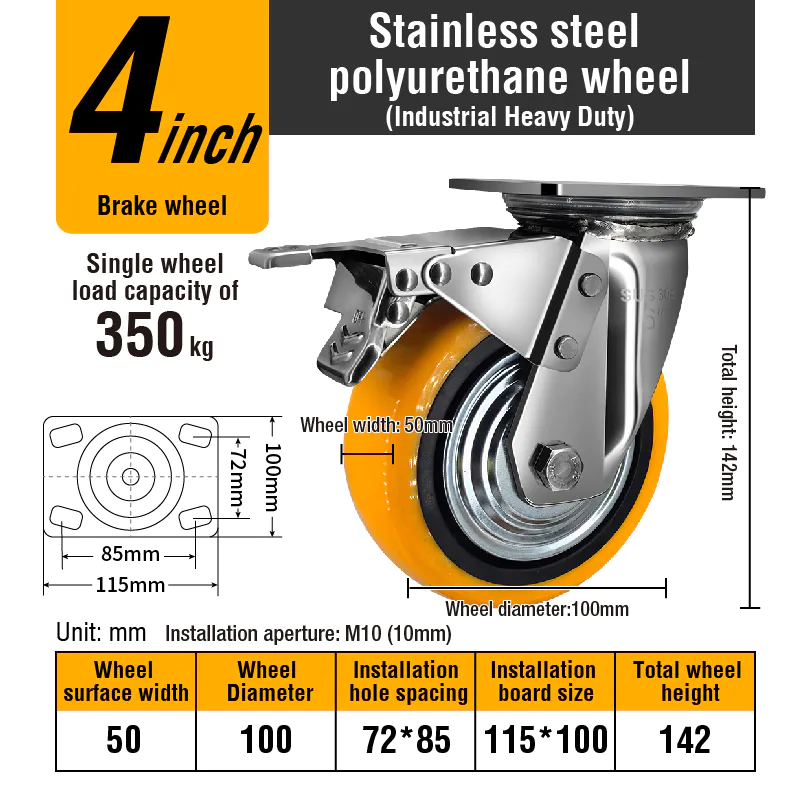
A, accident to describe a company 3 # rotary kiln & Phi;
4.
8 m×
Three block, 74 m, with hydraulic gear wheel, slope 4%, 5000 ~ 6000 t/d design production.
On October 14, 2017, 17 points 5 points, the post staff informed control three block roller temperature rising, has reached to 70 ℃, can't control, take on site.
By screening, found that three block 4 # tile has a slight smoke, then feedback control, reduce inventory, reduce the kiln speed, and prepare to stop stop kiln, then heard a noise inside the roller to 17 points 16 points stop stop kiln, kiln stop instant turn tile.
In the process of disassembly, caused by a lack of experience, you want to remove the wheel bearing cover fixed screw, not the top of the kiln shell body first, due to double tile dangling at the bottom of the shaft, with fewer fixed screw, under the effect of rotary kiln and the tug of gravity, the roller to loosen, whereabouts in the process of two roller bearing damage.
Neither, the maintenance plan for all parts factory accessories, to ensure production, can only try to weld repair.
(
1)
Use 500 t hydraulic pressure will be at the bottom of the belting leather top kiln cylinder jacking around 30 mm, with a 300 mm wide, 10 mm thick steel plate making a roller support frame, from among roller, surrounded the roller bottom half flanked by a 50 t screw roller lift, as shown in figure 1.
Figure 1 hydraulic jacking kiln site (
2)
Demolition of roller cover, first of all, reset the spherical tile for auxiliary turning kiln, due to the rotary kiln is abrupt stop, you must first turn kiln temperature, pour out material within the kiln, the decrease of bending deformation in kiln cylinder barrel temperature has dropped below 150 ℃, the roller using the crane to the ground, and then hoisted out of the demolition of the spherical tile one by one, finally hanging out of the bearing seat.
(
3)
Cleaning two bearing base, polished metal color, around the joint use of oxyacetylene flame clean fracture of oil impurities.
(
4)
Carried out in accordance with the bearing base in spot welding together, use grinder to grind the open groove, undertake external first welding, welding process using & Phi;
3.
A102 2 mm stainless steel electrode, dc welder reverse connection, welding wire heated to 200 ℃ heat preservation, along with it, the whole welding process with small current, hammer principle of welds, short, intermittent, dispersed welding, ensure to open the molten pool during welding, the welding line can be divided into several small pieces, not continuous welding.
After the first layer welding, use the grinder grinding on the weld to some meat, welding inspection does not exist defects such as porosity, crack, then the second welding, as shown in figure 2 and figure 3.
Figure 2 figure 3 bearing repair after injury of housings (
5)
Welding at the same time scraping tile, grind shaft of the bearing, fix a simultaneous adjustment coal pipe, tile line contact with spherical watts, supporting wheel adjustment, in accordance with 1 ~ 2/2.
5 ㎡, 1 1 / ㎡, Angle & 30 deg;
, axle daub after clean the hydraulic oil with 80 mesh abrasive belt grinding, first to use 120 mesh sand belt grinding improve smoothness, the repair process takes about 90 h.
Third, root cause analysis (
1)
Due to found, not in time field personnel notified when screen roller temperature reached 70 ℃, and the scene did not spare oil, fail to make up new lubricating oil, a former fierce was the cause of the accident.
(
2)
The vibration of the rotary kiln near the big gear ring discontinuity larger, especially the big gear ring spring plate vibration is extremely serious, 6 ~ 10 bearing foundation has the obvious shake, open the wicket, after stopping kiln discovered coal pipe head wear, the uneven air duct clearance, and lead to innovation and serious, uneven distribution of kiln is another cause of the ring gear vibration, due to the three gears, gear ring distance resonate, eventually lead to high roller tile temperature control, is a another cause of the accident, as shown in figure 4 and figure 5.
Internal irregular figure 4 rotary kiln kiln figure 5 burner after wear four 4, running effect and emergency treatment method.
1 running effect after weld repair, use up to now, the effect is better, no leakage, lowered the accident loss to the minimum, but also to change of temperature measuring contrate heat resistance, temperature alarming value will tug oil temperature, tile respectively from 55 ℃ before down to 50 & deg;
In order to cause the attention of control and on-site inspection.
4.
2 emergency treatment method of the site always keep a bucket of spare wheel lubricating oil (
About 15 ~ 20 kg, deposited in the kiln of dilute oil station room)
Near the gears and a spare cans, decorate a temporary pipes, fixed location, inform all jobs with turning kiln and maintenance personnel, for a rainy day.
When the temperature is rising trend, and not more than 65 ~ 70 & deg;
, give priority to with circulating oil cooling, control greatly reduce material immediately, reduced to 2 kiln speed.
Within 0 r/min, when gas circulation cooling without effect continues to rise, can be directly to tug tile internal water, add water should avoid direct contact with the shaft, avoid the quench tower shaft of supporting wheel shaft damage.
Source: 'cement' 2019, 07