What are the causes of motor leakage?
PRODUCT
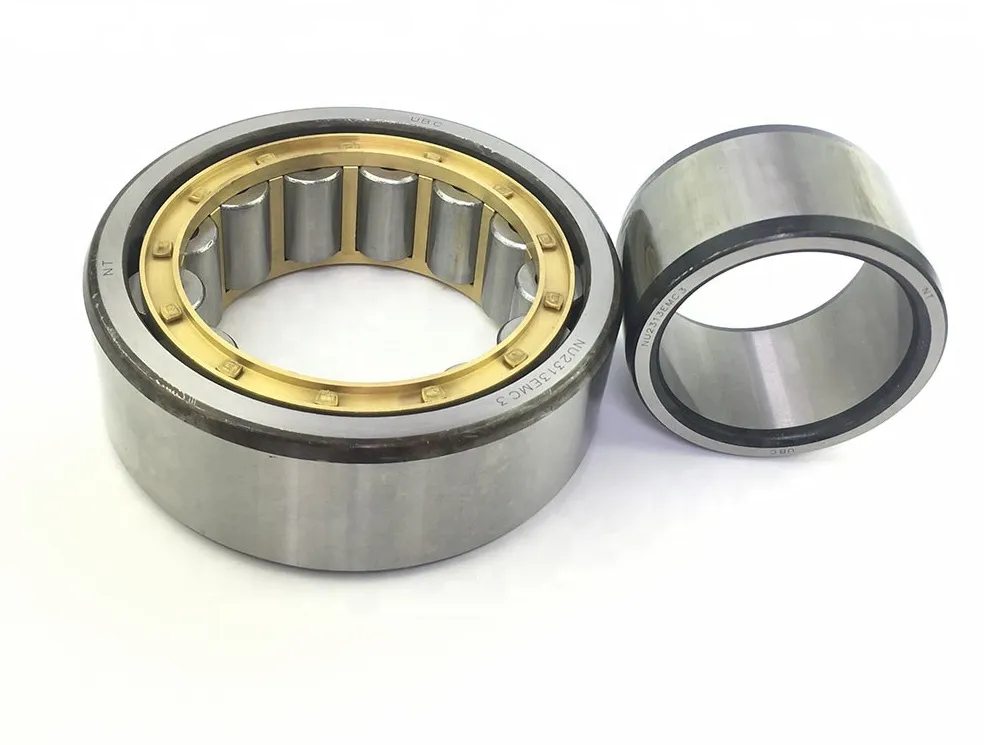
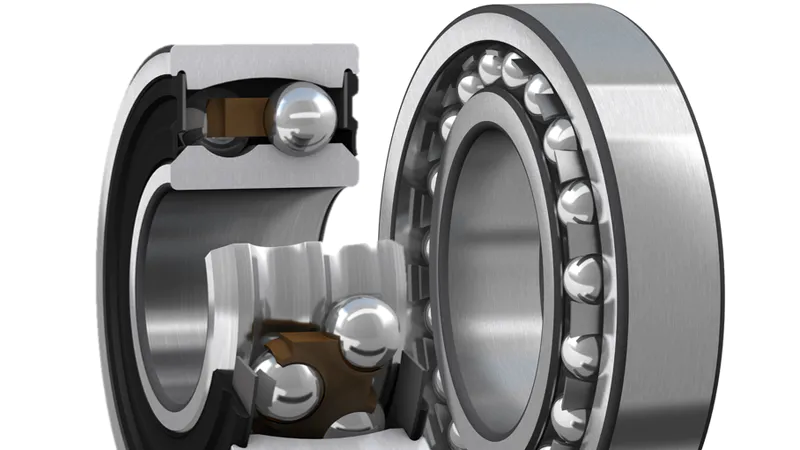
Bearing a comparative analysis of repair technology
by:Waxing
2020-11-13
Comparative analysis of 2020 - bearing a repair process
02 -
22 Liao Min CDH (
China tin group co. , LTD. Copper mine in guangxi)
1 welding repair process.
1 welding repair process principle in bearing wear, usually in a cylindrical bearings use high carbon steel welding rod for welding, machining allowance size, in order to achieve reuse lathe for bearing a coarse and fine models, turning to the required size tolerance.
1.
2 welding repair technology advantage surfacing welding repair bearing the process characteristics of simple and quick, no technical difficulties, more suitable for rapid repair of urgent needs, in the simple equipment spare parts shortage and need immediate recovery under the condition of equipment operation, can immediately take the repair process in a short time, and then quickly restore equipment operation.
1.
3 welding repair technology disadvantage bearing a common electrode surfacing for high carbon steel material (
Such as J506 type electrode)
, although than ordinary electrode plasticity, toughness and crack resistance is a bit high, but for some use conditions and frequent equipment operation, the characteristics of the welding technology multiply axial surface sand holes, repair bearing abrasion resistance is low, easy to produce cracks, wear rate increased;
Through practical analysis, by surfacing welding repair shaft hours used a new shaft to shorten the service life of almost a third, the reason is that after welding of bearings, after the original wear base is hot melt welding electrode, the original axis base narrow diameter, covered by electrode material, the contact area between the bearing and shaft are electrode material, when the repair after use, cover material damaged bearing failure wear in a short time, if again to repair, bearing surface already without the original strength of material, but the electrode material, so the shaft after welding repair, repair again bearing use length will be shorten, to avoid the increased amount of equipment maintenance and loss, often the whole axis is deprecated, when the value of the shaft itself too high, the welding repair technology can not effectively achieve the purpose of cost savings.
The following diagram.
Cold welding repair process 2.
1 repair tools and metal equipment repair machine, designed for sand holes, porosity, crack, working wear, scratches and damage repair, brightness, hardness can be restored through hardness testing.
2.
2 cold welding repair process principle adopts nickel-based alloy as the repair material, according to the required thickness of repair size cutting alloy materials, using metal alloy material by cold welding technology welding repair machine in bearing wear, no heat welding was carried out on the workpiece, to restore the original bearing size, finally in surface grinding.
2.
3 cold welding repair technology advantages in combination with solid, dense, without the possibility of loss.
Welding is metallurgical combination, due to the fully penetrated the workpiece surface material produces strong binding force.
Don't use room temperature weld repairs, matrix fever, near weld microstructure doesn't change, no stress concentration phenomenon.
Each unit welding repair process for an intelligent equipment needed to heat output, used to melt work, more than 95% of the remaining trace transient dispersion, so the welding repair process near the substrate and weld point is always in a state of normal temperature.
Does not produce hot deformation, do not appear crack, no hardening, no hard point phenomenon, does not affect the machining performance.
Due to the defects of weld process, remain the state of normal parts, therefore, in the traditional welding repair technology has more or less both in the shortage of the inevitable, completely solve the problems of cast iron is not easy to weld and weld repairs can be carried out after car, milling, planing, grinding and other mechanical processing;
After repair a trace.
For the repair of the castings after heat treatment (
Such as machine tool guideway, crankshaft, etc. )
Software, there will not be near weld annealing phenomenon, for casting, heat treatment after welding repair does not affect the quenching and tempering, carburizing heat treatment process.
After repair of bearing because of its alloy material properties, the bearing wear resistance increase, the original axial surface wear rate is small, along with the increase of the bit bearing life, in which can repair the higher utilization, effectively increase the cost of spare parts.
2.
4 cold welding repair process disadvantage the repair process takes a bit longer, to wear the larger bearings, alloy material layer welding repair should be carried out step by step a;
The characteristics of cold welding technology of the solder joints must be populated.
For repair of predictability and planning, appropriate process time problem cannot meet the special circumstances of emergency equipment recovery.
3 repair technology application analysis through the theory and practice analysis, more spare parts for welding repair process, lower cost, small and utilization, for general equipment emergency recovery of operation needs to use;
Cold welding repair technology is applicable to the spare parts cost is high, can be to high repair rate and durable type of spare parts, for planning is stronger, more highlights its role in terms of cost savings.
4 conclusion for manufacturing, spare parts to repair the total due to the purpose of effective cost control equipment, in order to expand the enterprise production efficiency, spare parts repair process can undertake choosing according to the actual situation, innovation, improve the utilization rate of equipment spare parts again.
Source: 'the shandong industrial technology' 18, 2019
Custom message
Related Products