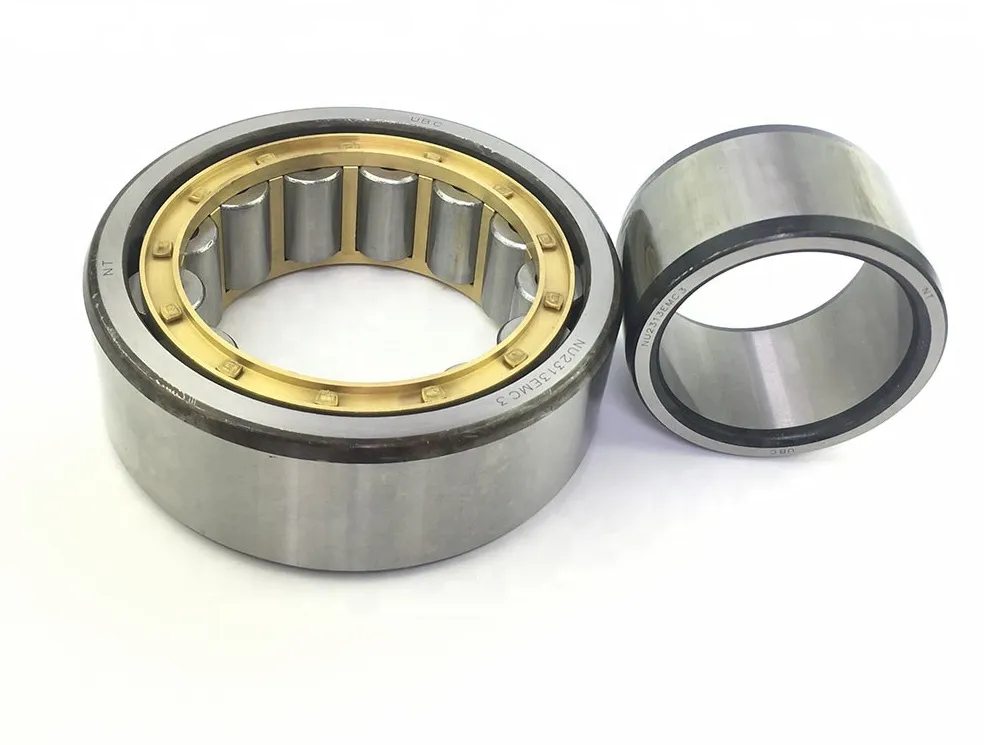
Beam installation and debugging matters needing attention of spindle bearing (
1)
Beam single bearing installation and debugging assembly time as far as possible make the spindle positioning hole and the amount of eccentric spindle diameter of axle and bearing inner ring raceway of eccentricity, and make it in the opposite direction, which can let the assembly of eccentricity.
(
2)
Supported beams bearing installation and debugging of the two main shaft bearing, when installation should be made before and after two support bearing of eccentricity in the same direction, and properly choose the size of the eccentricity.
The precision of the front bearing should be higher than the accuracy of the rear bearing a grade, so that the assembly after the spindle assembly the front end of the positioning of eccentricity on the surface of the smallest.
In the maintenance of machine tool spindle bearing removal, for the original manufacturers have adjust bearing eccentric location, so be ready before disassembly circumferential direction location marker, guarantee the repackaging and spindle bearings after the original position unchanged, to reduce the influence of the spindle assembly.
Interference fit of the bearing assembly with the hot charging or cold pack process method for installation, don't brute force break, to avoid damage to the bearings in the installation process, the property of machine tool.
Beam of linear rolling guide installation and debugging matters needing attention,
1)
Install light to take light put, avoid knock against effect the precision of guide rail line.
(
2)
Sliding block are not allowed to be removed guide or exceed the schedule and push back.
If due to installation difficulties, need slide block, to use guide rail.
(
3)
Linear rolling guide used in pairs, Lord, vice guide, first install leading rail vice, set the guide of the benchmark side and installation steps of the benchmark side stick tightly, fastening bolt installation, vice as a benchmark, and then to dominate the rail alignment installation guide.
Find it is refers to two guide parallelism and flatness.
Finally, in turn, tighten the slider of the bolt.
The assembly of nc machine tool bar CNC system CNC system signal cable connection including the numerical control device and MDI/CRT unit, electrical cabinets, machine tool control panel, spindle servo unit, feed servo unit, test device of feedback signal lines connected, these connections must comply with the provisions of the random provides the connection of the manual.
Beam numerical control system of assembly: 1, the ground connection beam CNC machine tools is very important, a good grounding for equipments and personal safety is very important, not only can reduce the electrical interference at the same time, ensure the normal operation of the machine tool.
Ground radiant grounding method commonly, namely signals in the numerical control system, MCC, framework, machine tools, such as site is connected to the public, public place then connected to the earth.
Numerical control system between the electrical cabinets and heavy current cabinet grounding cable has to be thick enough.
2, in front of the machine electricity, according to the circuit diagram, according to the module circuit connection, check the lines and connection of all components in turn.
Review the first level of transformer;
Switch power supply, wire;
Relay, contactor coil and the position of the contact wire, etc.
3, in the case of power cuts test are as follows: the three-phase power supply to ground resistance measurement, and resistance measurements;
Single phase power supply for resistance measurements;
24 v dc power supply to ground resistance, polarization resistance measurements.
If found the problem, before the unresolved, forbidden machine electricity experiment.
Before 4, numerical control machine tools in the electricity to use phase sequence table check three-phase main switch flowing into the power cord phase sequence is correct, and the servo motor and mechanical load release, otherwise once the servo motor power phase sequence wrong, there will be a 'flying car' failure, prone to mechanical impact damage to the machine tool.
Should be in the power supply is connected at the same time, ready to press the stop button.
5, in the case of electrical inspection found no problems, current detection in turn in the following order: three lines of main switch plug in, check whether the power supply is normal, observe the voltmeter, the power indicator light;
In turn connected to the circuit breaker, check voltage;
Check the switching power supply (
Into ac 220 v dc 24 v)
Into the line and the output voltage.
If you find problems, before the open, for the next test is strictly prohibited.
6, if the normal NC can be started, observe the phenomenon of CNC system.
After all normal input machine, servo system parameters, system parameters into the PLC program.
Close the machine, and then connect the servo motor and mechanical load, mechanical and electrical alignment.