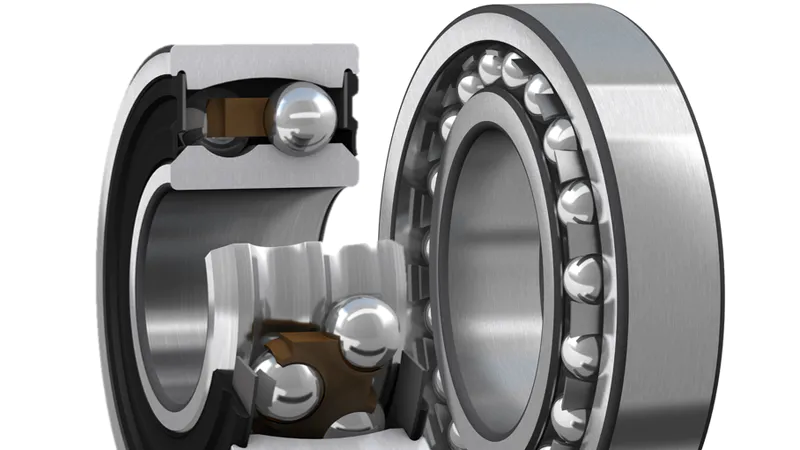
The appearance inspection of deep groove ball bearings needs to pay attention to the following aspects?
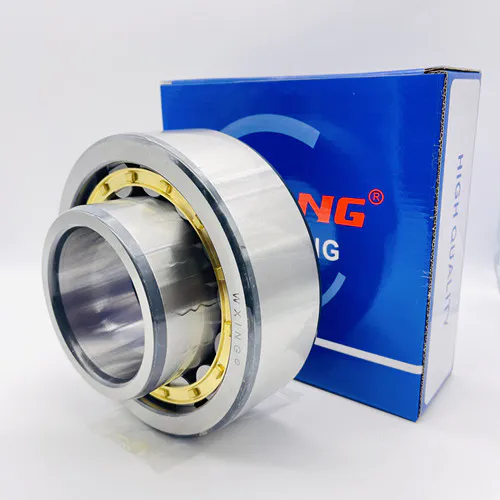
WXING is a famous brand in China, our company's products are widely used in automobiles, industrial fields, rail transit, and are also used in construction machinery, electric tools, household appliances and other industries.
Specializing in the manufacture of deep groove ball bearings, tapered roller bearings, cylindrical roller bearings and KA series roller bearings, the annual production capacity of bearings is 6 million sets, which are widely used in mining machinery, construction machinery, automobile gearboxes, motors and other industries. The products are sold all over the country and exported to Europe, America, Africa, Southeast Asia and other places. The company always meets the requirements of customers with reliable quality, preferential price and considerate service, and takes mutual benefit and common development as the business purpose to become a loyal and satisfied bearing supplier for customers.