Long distance transporting slag tubular belt conveyor fault analysis and processing
Long distance transporting slag tubular belt conveyor fault analysis and processing
by:Waxing2020-11-14
Long distance transporting slag tubular belt conveyor fault analysis and handling 2019 -
09 -
21 chang-gui wei take ze-wen zhao wangjie (
Liuzhou iron and steel co. , LTD. , iron)
Abstract: iron long distance transporting slag tubular belt conveyor machine machine malfunction, main drive gear reducer crack, tripping current is too high, through the reason analysis to replace the reducer and increase the method of frequency converter.
Keywords: long tubular belt conveyor;
Reducer collapse teeth;
Frequency converter of liuzhou iron &steel group co. are presented. the iron long distance transporting slag tubular belt conveyor,
L = 1500 m, the tube machine)
Will take 3 #, 4 # blast furnace slag produced by water to the area B cement plant, tube machine reducer failure in September 2013, led to the blast furnace slag water only by car whilst, greatly increased the production cost, solve the failure as the top priority.
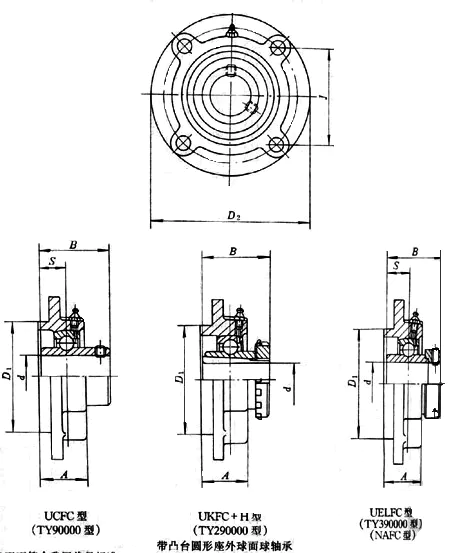
1 tube machine introduction 1.
The main design parameters of tube machine 1.
2 pipe machine operation schematic drawing machine in the process of running, the principal, vice driving drum driven by a set of power, rotational speed of the same device, and the two drive roller diameter, at the same time by a set of variable frequency control.
2 failure tube machine belonging to liuzhou iron &steel group co. are presented. the cement plant management, in 2011, after the production of malfunctions, belt life is short, low efficiency of unit roller often damage easily, running (
A probability of less than 40 ﹪)
, often drop, high cost.
In early September 2013, tube machine in the process of operation, main drive reducer gear tooth broken fault occurring, (
Model: B3SH9, manufacturer ferrand)
Dismantled replacement, so that the spare parts for domestic main drive reducer (
Factory tyrone)
, after half a month, main drive reducer gear tooth broke again, at this time there is no spare parts, so we have to choose a domestic reducer (inventory
Model: DCY500, speed ratio)
To replace, put into operation after repair, main drive motor current is too large when tripping phenomenon, the serious influence production, after the company decided in October to slag transport corridors and tube machine the ranks for iron management, after the takeover, iron immediately organize research.
3 the cause of the problem analysis of 3.
1 will tear open come down to the inlet speed reducer open examination revealed: helical gear reducer high speed level have to be made in full.
The diagram below: reducer internal transmission schematic diagram is as follows (
Within the dotted line for the inside of a gear box)
: 3.
2 according to the above phenomenon, analysis the cause of failure preliminary analysis: (
1)
Chooses the reducer power capacity is too small, reducer overload, cause tooth reducer crack.
(
2)
The material of reducer.
(
3)
Lord, vice driving load allocation problem.
4 troubleshooting (
1)
The tube machine run two and a half years time, according to design two reducer structure is almost the same (
Subtle difference is that: the main drive reducer sign ratio to 31.
5, deputy drive reducer sign n1 / n2 = 1500/48.
41 = 30.
99).
Deputy drive reducer through inspection, but found no problem;
In the main drive replacement more powerful domestic reducer, still cannot run normally.
Therefore ruled out front,
1)
(
2)
Two kinds of the cause of failure.
(
2)
Preliminary confirmation Lord, vice driving there may be a problem on the capacity allocation.
By the study found that due to the original design is used to a frequency converter to drive two sets of drive, from the point of historical data, the main drive motor of current are much bigger than vice drive motor current (
2 motor parameters exactly)
, 2 motor output, one large and one small asymmetry, main drive after the replacement of high-power reducer is still due to jump machine motor current is too large.
So analysis problem is may be a frequency converter with two sets of motor, which consistent under the condition of the frequency of the motor, the motor current asymmetry, two sets of asymmetric load on the drive.
5 solutions when confirm the problem in two motor caused by the same variable frequency drive motor current asymmetry, cause change after the big reducer, is still a main drive motor current is too large trip.
Therefore suggested solutions to increase 1 frequency converter, two driving motors are controlled by a single frequency converter.
So the old inverter start of blast furnace converter to tube machine, transformation, namely 1 frequency converter.
6 effect inverter transformation completed, during the trial operation, two drive motor respectively by frequency conversion to control the output current is symmetrical, uniform load distribution is symmetrical, tube machine running normally, drive unit for a long time to keep normal operation, no driving phenomenon of broken teeth grinding, belt and roller also greatly improve the service life and realized the normalization of the production, the open probability reaches more than 90.
Therefore ruled by increasing the frequency converter, solve the tube machine drive fault and can't normal operation of production problems.
Seven conclusions for double drive long distances (
Has two driving drum)
Tubular belt conveyor, if USES the frequency conversion control, had better choose 2 separate control of the frequency converter, thus more conducive to 2 sets of the motor torque evenly, to ensure the normal operation of equipment.