The surge in demand for automobiles and industrial machinery promotes the continued expansion of the global bearing market
PRODUCT
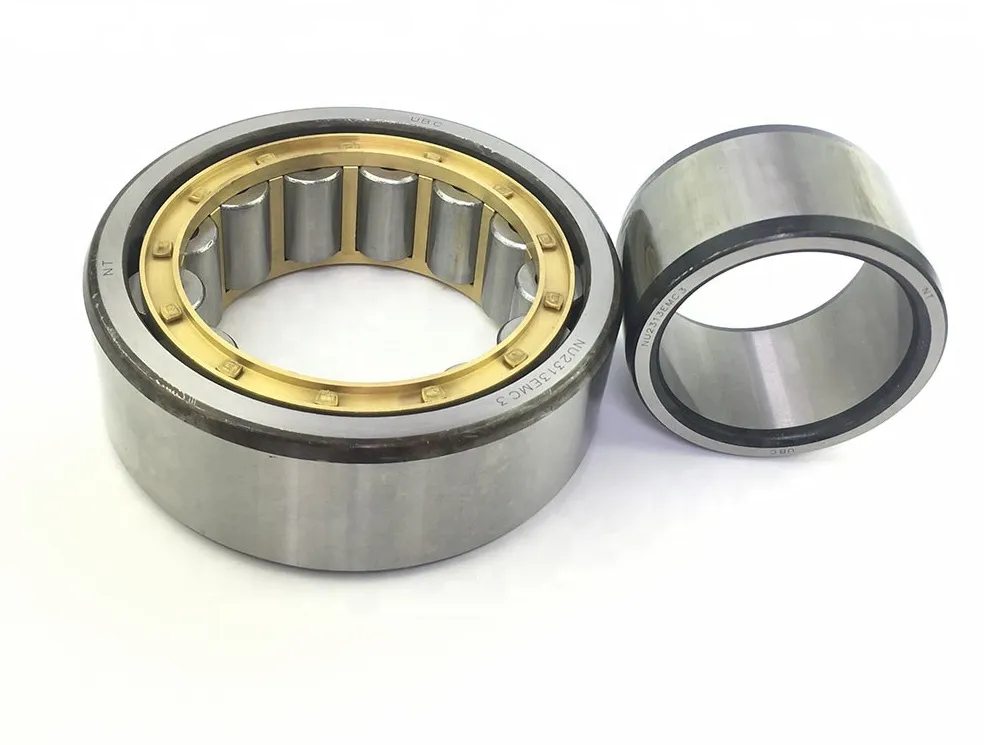
Drawn cup needle roller bearing vibration fault in the process of running tests
by:Waxing
2020-08-31
We will start with simple introduce bearing rolling, the size of the rumbling and quality check sound device should be used for inspection of stamping outer ring needle roller bearing in operation, with advanced tools can accurately judge the problem, bearing even with slight stripping damage, such as would an exception and irregular, and with the sound of the measuring device can distinguish.
Then drawn cup needle roller bearing vibration check, look at the damage of bearing is very sensitive, whether spalling, indentation, rust, crack and wear will be reflected in the bearing vibration measurement, therefore, through the use of special bearing vibration tester (
Frequency analyzer, etc. )
Can measure the size of the vibration, through frequency points cannot deduce the abnormal situation.
However each machine measured values for bearing or sensor installation position and different using conditions, thus requiring prior to each machine is analyzed by the measured value of the determined after judgment standard.
1, the shaft vibration measurement stamping outer ring needle roller bearing axial vibration can use contact measurement.
Using a sharply interface, with the spring pressure directly on the surface of the journal, extend sharply with a metal rod rigid connection and through the bush, this sharply against the rotor surface.
So, sharply below directly reflect the axial vibration, vibration and sharply face an extension of the rigid connection rod vibration which reflect the axial vibration.
With eddy current sensor measuring the vibration of the metal extension rod, they avoided due to the coil through the excitation current, interference of bearing vibration measuring.
2, after the processing of bearing axial vibration, on site in order to ensure that young degrees of the axis, tend to stamping outer ring needle roller bearing or bearing elevation of exciter, the rear bearing the edge contact is serious, that cause large rear bearing vibration.
After bearing presets to tilt, make the bearing contact with the journal better, not only ensure the bearing contact, and conform to the shafting Yang, has received the good effect.
At the same time, must make the axis of the spherical grinding is good, the good play to bearing the positioning function, in addition, adjust the appropriate bearing bush of the force, foot can't loose screws, in this way, after the problem of bearing axial vibration basically can be disposed of properly.
3, rotor disturbing force large processing when neither the existence of axial vibration measurement error, and there is no bearing shell edge contact cause the problem of large axial vibration, through the analysis judgment excessive axial vibration is real, and for power frequency vibration, may improve the vibration through the field high speed dynamic balance, as long as the right way, to basically balance can succeed one time, up to 2 times.
Custom message
Related Products