On-site maintenance of reducer bearing seat is so simple
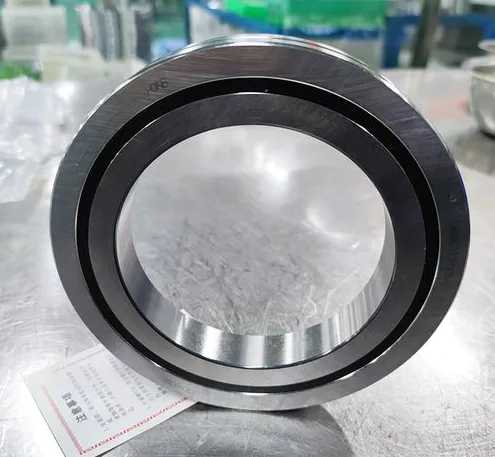
Reducer is one of the main equipment of the enterprise, the equipment due to the long run, lead to the emergence of the problem of bearing wear, direct bearing "outer" phenomenon, make the equipment vibration, high temperature obviously, for a long time to run in spite of can lead to bearing damage, lock, such as fault, the equipment transmission failure, so the maintenance timeliness of reducer bearing seat is essential.