Bearing ring grinding super processing technology and development (
2)
Bearing ring grinding super processing technology and development (
2)
by:Waxing2020-09-26
2.
3 outer surface grinding wheel automatic dynamic balancing technology for surface grinding, because of its high grinding wheel and body for heterogeneous groups, center of gravity is always deviated from the spindle center wheel system, high speed rotates must cause the vibration of grinding wheel system and the whole machine, directly affects the service life of machine tool.
In this case, grinding will be difficult to achieve high precision, easy to cause the workpiece surface grinding marks, corrugated degree increased.
Machine tool grinding wheel on the installed directly on the machine or other way of automatic dynamic balancing device, fast directly after boot near the equilibrium position, automatic balance more complete and can also be omitted grinding wheel static balance.
This technology breakthrough to promote the development of grinding technology, at the same time can greatly limit extend the service life of diamond grinding wheel, trimmed with and spindle bearings, reducing machine tool vibration, keep the original precision machine tools for a long time.
2.
4 rapid eliminate inner surface grinding idle technology in all bearing grinding equipment, the level of the inner surface grinder symbolic significance.
Mainly grinding aperture limit the size of grinding wheel and the corresponding institutions set parameters, fundamentally limits the process system of rigid, at the same time the high machining accuracy requirements.
These require us must internal surface grinding process into the in-depth research, in addition to play to the greatest limit machine tools and grinding wheel cutting ability, reduce the auxiliary time is the key to improve the efficiency of grinding, grinding for grinding idle accounts for about 10% of the grinding time.
At present, has been widely applied both at home and abroad and quickly eliminate grinding empty cheng technology has the following kinds: control grinding technology, constant power grinding technology, by the technique of active measuring instrument and measuring electric spindle current technology.
2.
5 CNC numerical control technology and ac servo motor and ac servo technology positioning module of PLC programmable controller, servo amplifier is connected to a servo system, servo motor itself with optical rotary encoder, the output signal feedback to the servo amplifier can constitute a half closed loop control system.
At a high speed (
3000rpm)
Can ensure positioning accuracy, and a low speed servo system can complete jump, fast, finishing compensation, coarse to fine grinding, make the machine tool feed mechanism is greatly simplified, greatly improve the performance reliability.
2.
6 ac variable frequency speed control technology with linear velocity of grinding wheel in grinding wheel of consumption gradually reduce, the beginning and the ratio of the terminal velocity is about 3:2.
At present, in the field of grinding wheel grinding, line speed grinding has been adopted in order to improve the grinding efficiency, ensure the quality of grinding consistency, function is obtained by using the programmable controller is calculated after each dressing grinding wheel grinding wheel radius, and then calculate the maintain constant linear velocity of grinding wheel input frequency converter, and transfer to ac frequency converter, thus ensuring grinding wheel linear velocity is constant.
3.
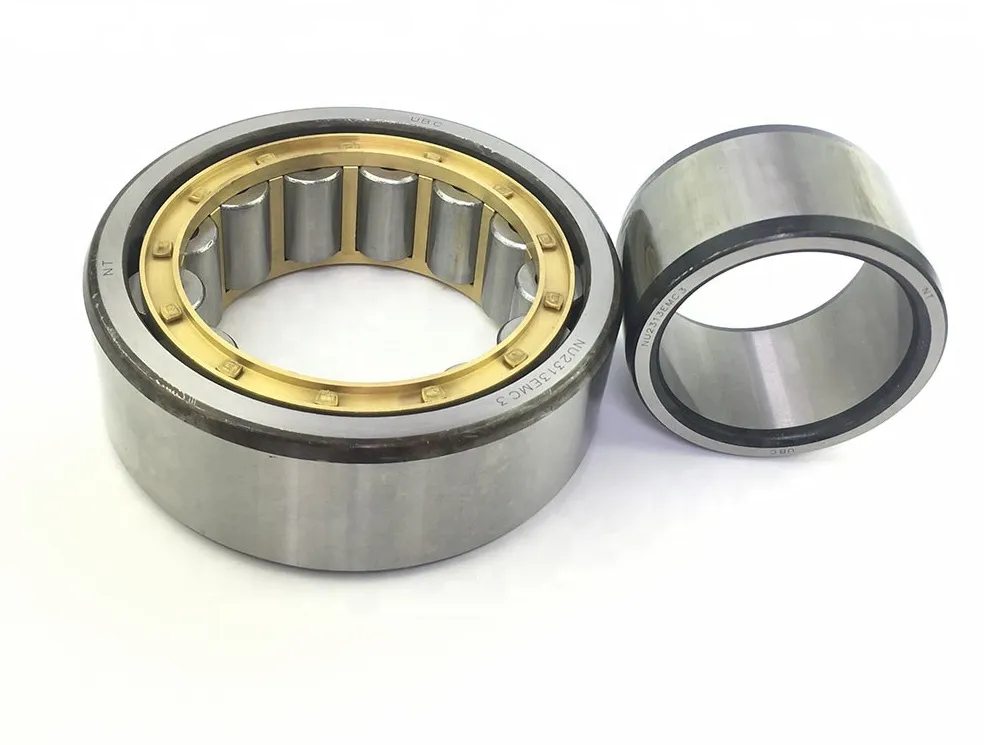
Bearing ring of lapping processing super grinding machining method began to grow in the middle of the '30 s, and its creation is in view of the rolling bearing surface processing, it is a kind of precision processing technology, economy, as the requirement of machining parts precision and surface quality enhances unceasingly, the ultra lapping processing and get more and more widely used.
In our bearing manufacturing finishing processing (
Polishing, cloth belt grinding, super fine grinding and ultra lapping)
Occupy the important position.
Ultra lapping processing, hereinafter referred to as 'super finishing', generally refers to the good lubrication condition, the processed workpiece according to certain rotating speed, oil stone according to certain pressure elastic pressure processing on the surface of workpiece, and in the direction perpendicular to the workpiece rotation according to certain rules for reciprocating oscillation motion of a kind of automatically end finishing machining method.
Ultra lapping work of the whole process including independent clear distinction of three phases: trim, constant cutting, polishing,
There are divided into: cutting phase or self-sharpening stage, cutting stage and finishing stage)
。
And the whole process in the basic process parameters (
Such as cutting speed, pressure and hardness, the oscillation frequency, the type of abrasive, workpiece materials and lubrication coolant, etc. )
Under the condition of invariable automatically finished.
3.
1 3 ultra lapping processing advantages.
1.
1 can effectively reduce the circular deviation (
Mainly waviness)
。
3.
1.
2 can effectively improve the linearity of raceway bus or processed into the crown shape you need.
3.
1.
3 can remove grinding metamorphic layer, reduce the surface roughness value.
3.
1.
4 can make the surface residual compressive stress.
3.
1.
5 can in machining surface to form uniform fine texture, ideal cross grain.
3.
1.
6 can make work contact bearing area increases.