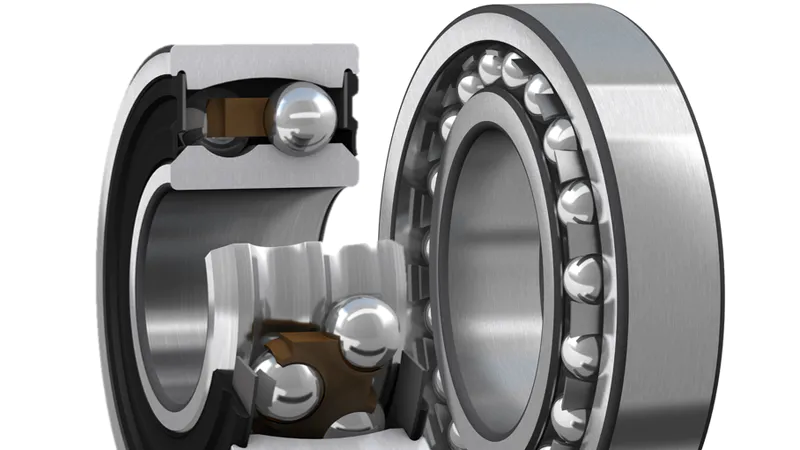
Bearing sleeve positioning base and the clamping way
Bearing sleeve positioning base and the clamping way
by:Waxing2020-12-07
Select (NMB bearing positioning reference
1)
The principle of selecting fine benchmark (1) benchmark superposition principle.
To avoid datum coincidence error, convenient programming, should choose design benchmark as locating datum, and makes the design basis, locating datum, and programming the origin is unified, it is best to consider solutions.
Because when processing the locating datum and design datum don't overlap, and the processing and design datum is not in an installation at the same time processing cases, datum coincidence error is produced.
(2) benchmark unified principle.
In multiple processes or installation, NMB bearing the same positioning datum, this can guarantee the machining surface between the mutual location accuracy, avoid or reduce the error caused by datum transformation.
(3) benchmark principle.
Finish machining or finishing machining operations required margin small and uniform, so the selection itself as a locating datum processing surface, referred to as the principle of self conduct benchmark.
(4) to facilitate the clamping principle.
The selected benchmark should be able to guarantee the accuracy of the workpiece positioning stability, convenient and reliable clamping, fixture structure is simple, convenient and flexible operation, and can work as much as possible.
(5) to facilitate the principle of knife.
Batch processing, under the condition of the workpiece coordinate system has been set, using different benchmark benchmark for the positioning of the knife set up the workpiece coordinate system, makes the knife convenience is different, sometimes even unable to knife.
Would then analyze whether such positioning scheme can meet the requirements of the operation against the knife, otherwise the original set workpiece coordinate system must be reset.
(
2)
粗基准的选择原则①非加工表面原则。
In order to guarantee the machining surface and not processed surface, between the positions of persons to be not the processing surface is rough benchmark.
(2) machining allowance minimum principle.
On the surface of the minimum allowance as crude benchmark, in order to guarantee the machining surface have enough machining allowance.
(3) important principle of surface.
In order to ensure the uniform important surface machining allowance, should choose important processing surface is rough benchmark.
(4) don't reuse principle.
Benchmark crude raw, the surface is rough and low accuracy, second installation, its on the machine (
Or jig)
The actual position may not be the same as the installation for the first time, resulting in a position error, error of the position of the corresponding processing surface appear larger.
Therefore, crude benchmark generally should not be repeated use (5) facilitate workpiece clamping principle.
NMB bearing as the surface of the crude benchmark, should level off is smooth, no flash, riser, gate or other defects, so that accurate, reliable clamping workpiece.
The choice of the ways of the clamping (
1)
ZaiSanZhaoZiDingXinKaPanShangZhuangGa 三爪自定心卡盘的三个卡爪是同步运动的,能自动定心,一般不需找正。
Three jaw self centering chuck clamping workpiece convenient, save time, automatic centering is good, but the clamping force is small, so is suitable for medium and small workpiece clamping shape rules.
With three jaw self centering chuck clamping processed surface, the clamp workpiece surface should be a layer of copper sheet, in order to avoid the task of the workpiece surface.
(
2)
Between the two top top two clamping head (
3)
With a clip and a clamping chuck and top cutting quality of the larger artifacts to end with chuck clamp, the other end after use top support.
NMB bearings in order to prevent the workpiece due to the effect of cutting force and axial displacement, must be packed in a limit within the chuck support or use the steps of the workpiece surface spacing, such safer, can bear a large axial cutting force, and installation of good rigidity, axial positioning accuracy, so the application more widely.
To determine the bearing sleeve positioning base and the clamping way,
1)
Inner hole machining positioning base: the inner hole machining outside circle positioning;
The clamping way: with three jaw self centering chuck clamping, turn the clamping process, using dial indicator for alignment, and a layer of copper in the clamping part package.
(
2)
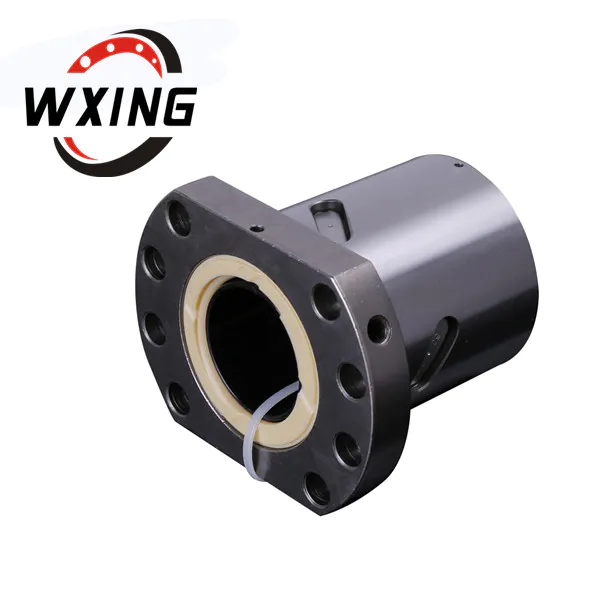
Outer contour machining locating datum: NMB bearing parts for locating datum axes;
The clamping way: with three jaw self centering chuck clamping, turn the clamping process, using dial indicator for alignment, and a layer of copper in the clamping part package.