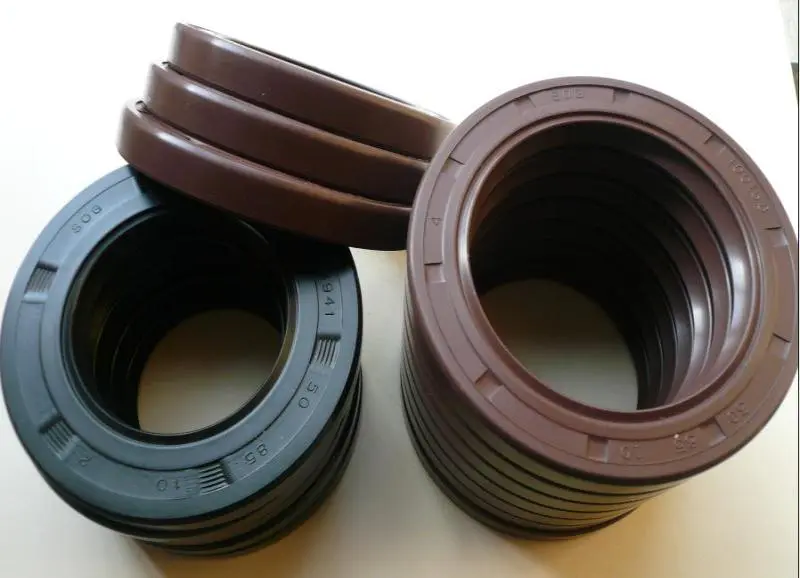
Is the bearing grease lubricated or oil lubricated
The role of rolling bearing is to transform the sliding friction between shaft and shaft seat into rolling friction. In the process of rolling bearing operation, rolling friction will cause bearing heating and wear. In order to reduce friction and damage, rolling bearing operation needs lubrication.