Roller surface quenching defect analysis and process improvement
Roller surface quenching defect analysis and process improvement
by:Waxing2020-11-16
Roller surface quenching 2018 - defect analysis and process improvement
12 -
14 Hu Lianping BiYanMei (
Qinhuangdao shougang changbai machinery co. , LTD. )
Steel roll of transit on roller quenching hardness is insufficient and the defects such as cracks, sensors and quenching way what is the problem?
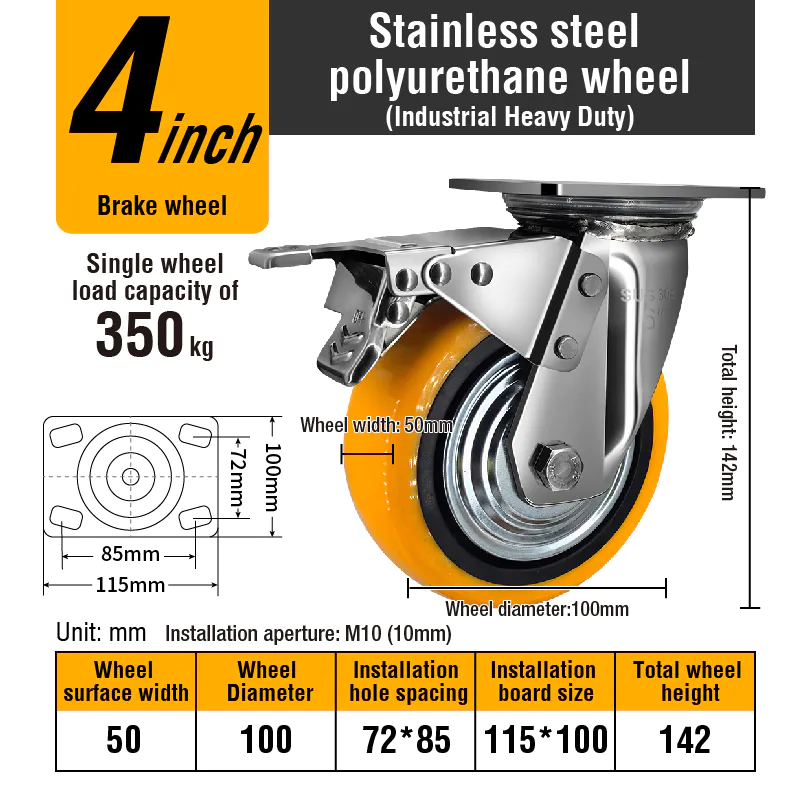
Coil transit is an important and indispensable in steel rolling production line equipment, roller is one of the important parts on the coil lanes, commonly a complete set of equipment should be equipped with 1000 ~ 3000 roller, roller in the process of equipment operation is also easy to wear pieces, as one of the major equipment spare parts, thus the product quality of roller directly affects the life cycle of the equipment.
1.
Technical requirements of roller roller product drawings and technical requirements: material is 42 crmo, quenched and tempered treatment, 250 ~ 280 HBW;
'in the surface hardening, 50 ~ 56 HRC, depth of 3 ~ 4 mm.
According to the product drawings and technical requirements, roller surface quenching by intermediate or super audio equipment, because the enterprise existing major equipment for super audio equipment, ultrasonic frequency heating working frequency of 30 ~ 40 KHZ, heating depth of 2.
5 ~ 3 mm, by conduction heat transfer can be up to 3.
5 ~ 6 mm, can satisfy the technical requirements of parts surface quenching.
2.
Teething problems in the early production, due to the tight production, surface quenching with the most simple ring sensors, implementation flow continuous quenching, tempering furnace, tempering, the trial production inspection found that the step surface hardening width 16 mm inner and end surface hardness is insufficient, cylinder exist individual part the end surface of the crack.
The analysis considered due to the annular ring effect of sensors, the failure to achieve a level surface area heating quenching, surface quenching hardness steps (
See figure 2)
。
At the same time, the sensors in the cylinder end face Angle of the heating time and eventually to the location is not easy to control, the heating time more than end face, long or sensors are prone to overheating and quenching crack, short heating time or get out of the way of heating sharp corners, and are prone to quenching, annular flowing continuous heating test results show that quenching can't satisfy the requirement of the product technical performance.
Figure 23.
Cylinder quenching crack and the reason analysis and redesign surface quenching scheme, as shown in figure 3.
Using single loop sensor, attached U magnetizer, sensor shape and quenching surface profiling, implementation flow continuous quenching, roller adopt milling machine clamping and indexing head rotation, tempering furnace, tempering is still applied by trial production inspection hardness, MT, HA are qualified.
After two weeks of small batch production, a total of 9 production batch, 550 hardness 100% qualified, but penetrant inspection found 64 pieces have crack, cylinder is nonconforming rate was 11.
6%, after careful observation, found that crack is divided into two kinds of circumstances, as shown in figure 4, figure 4 a crack situation is more, 84% of the total, through the field observation operation process, found that causes is due to the continuous quenching crack started pause for a long time, the temperature is too high, produce overheating or burnt, after quenching cracks.
Figure 4 b is the main reason of crack is caused by continuous quenching fore and aft lap when secondary quenching, quenching stress superposition twice, and it is not easy in a short period of time relax and release, resulting in serious longitudinal cracks.
4.
Improvement measures and effects through the cause analysis and test, the improvement measures, and communicate with product design staff and customers, allows continuous quenching it exists the hardening of the section, and strict control for induction hardening operation.
The main control measures: (
1)
By using the method of dividing head and labeling control induction heating quenching initial position, it is forbidden to produce secondary hardening area, and control the hardening of the section within 5 ~ 8 mm size, hardness & ge;
32 HRC, ensure that the product performance.
(
2)
Operation adopt double operation, slowly rotating parts while sending heating, controlling the start time, avoid overheating or burnt and crack generation.
After improvement and control measures, two weeks after the trial production center 10 batches of 850 pieces of roller, hardness, MT, HA inspection pass rate of 100%.
Piece of roller processing fee of about 500 yuan, the annual output of thousands of pieces, by improving the qualified rate of surface quenching can reduce the loss of quality, cost savings.
Source: the metal processing: hot working 2015, the first S2