
Submit successfully
We will review as soon as possible






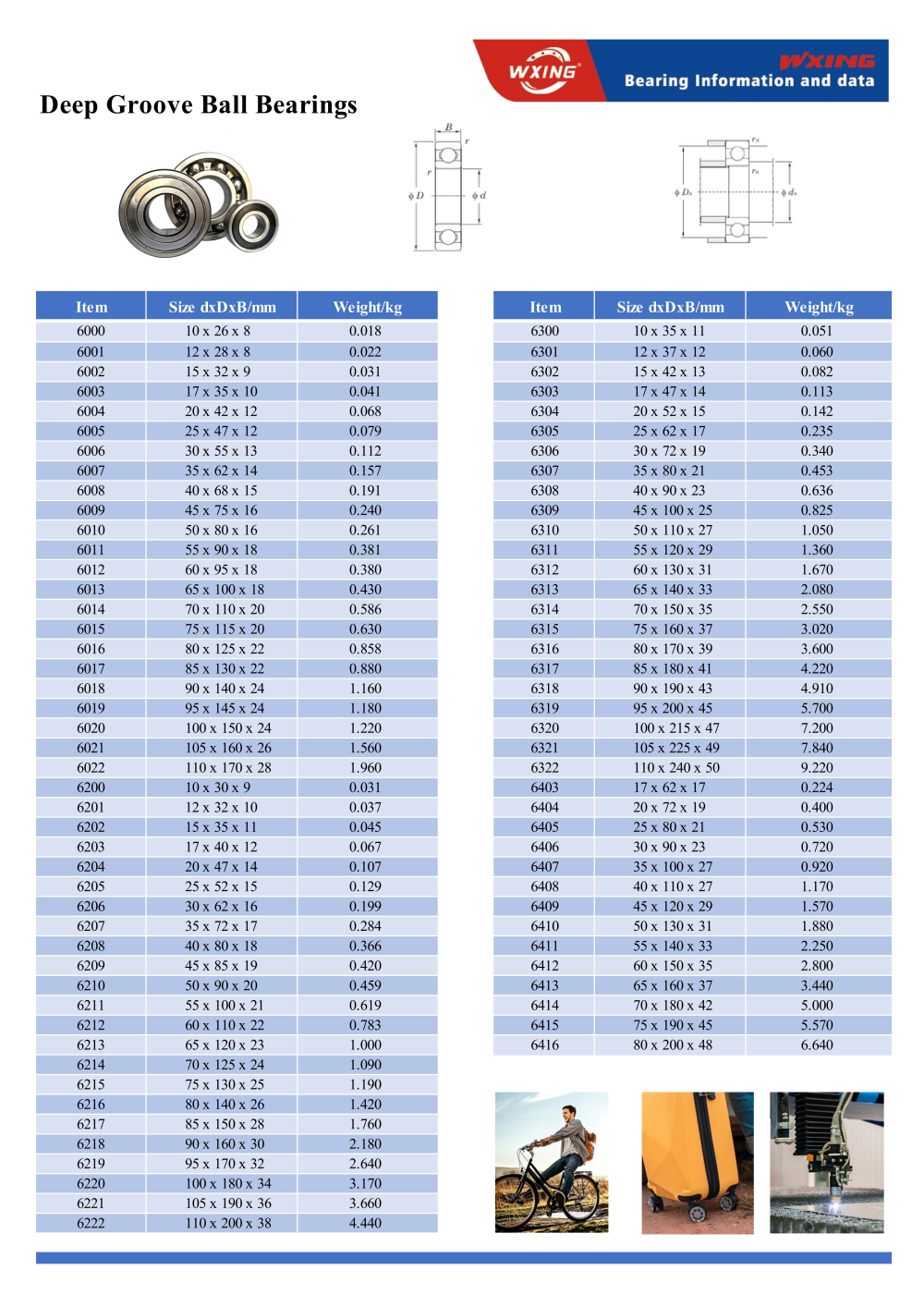
 In order to allow deep groove ball bearings to obtain better performance, manufacturers generally carry out processing procedures, which not only improves the quality of deep groove ball bearings, but also improves the aesthetics of the bearings and reduces friction. China Bearing Network In order for everyone to have a more comprehensive understanding of the deep groove ball bearing processing process, the author makes the following detailed introduction.
In order to allow deep groove ball bearings to obtain better performance, manufacturers generally carry out processing procedures, which not only improves the quality of deep groove ball bearings, but also improves the aesthetics of the bearings and reduces friction. China Bearing Network In order for everyone to have a more comprehensive understanding of the deep groove ball bearing processing process, the author makes the following detailed introduction.
Deep groove ball bearing processing steps:
1. Tube blank processing: Heat the bearing steel to 1150°C to 1200°C in a heating furnace, and use a perforator to pierce the heated tube blank to make a capillary tube;
2. Spheroidizing annealing: perform spheroidizing annealing on the capillary tube. The hardness range of the capillary tube after annealing is HRB88~94;
3. Hot rolling of tube blanks: Send the annealed capillary tubes into the heating furnace for secondary soaking; then, the capillary tubes after secondary soaking are reduced in diameter, wall reduced, and stretched to form raw tubes;
4. Pipe blank shaping and cutting: The raw pipe passes through the sizing unit for sizing and shaping, and then is straightened and cut to form a kit;
5. Recrystallization annealing: The kit is subjected to recrystallization annealing to eliminate work hardening, thereby facilitating the implementation of cold rolling;
6. Soft grinding kit: First soft grind the double end faces of the kit, and then soft grind the outer circle of the kit. Grind the double end faces first, then grind the outer circle. The outer circle is through-grinding, and the materials are processed through the end faces. , ensure that the outer diameter surface of the part is always on the same plane as the supporting plate, ensure that the outer diameter taper is within the control range, adjust the angular relationship between the two grinding wheels in the double-end face grinding process, control the parallel difference of the end face, and the end face accuracy as a post-process The datum plane for processing; the outer circle is processed by centerless grinding;
7. Fine drilling of the kit: Drill stop bolt holes and oil holes on the surface of the kit, and rough machine the inner hole surface of the kit to prepare the inner hole surface for cold rolling;
8. Cold rolling expansion kit: For cold rolling expansion of deep groove ball bearing ring channels, the core roller feed speed has 6 stages during the cold rolling process. The speed range is 0.4mm/s ~ 1.0mm/s. The trajectory of the curve within one processing cycle is fast, slow, slower, until it stops; the rolling time is between 6s and 14s, and the rolling pressure is 80KN;
9. Turning kit: chamfer the kit and seal the groove;
10. Precision grinding kit: Precision grinding kit improves the surface accuracy of the kit;
11. Install the bearing: Place balls between the rings, install the cage, inject grease, install seals, and complete the assembly of the deep groove ball bearing.



Zhejiang waxing electromechanical co.LTD.
Copyright © 2025 Zhejiang waxing electromechanical co.LTD. | All Rights Reserved Design
Hello, please leave your name email or WhatsApp here before chat online so that we won't miss your message and contact you smoothly.
































































































CONTACT US
Consult our customers for surprise discounts.