
Submit successfully
We will review as soon as possible






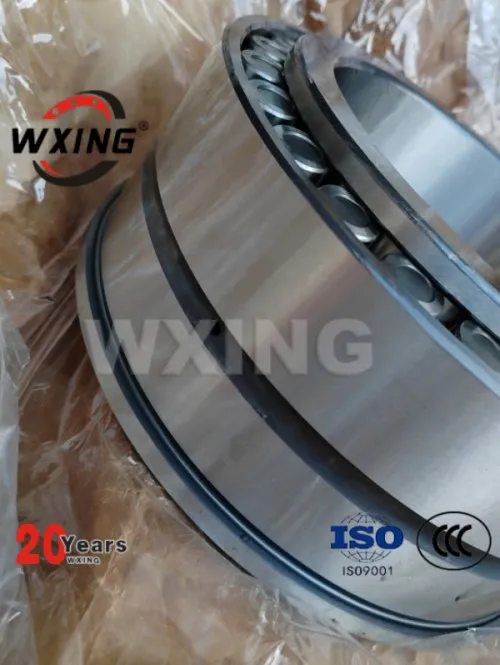
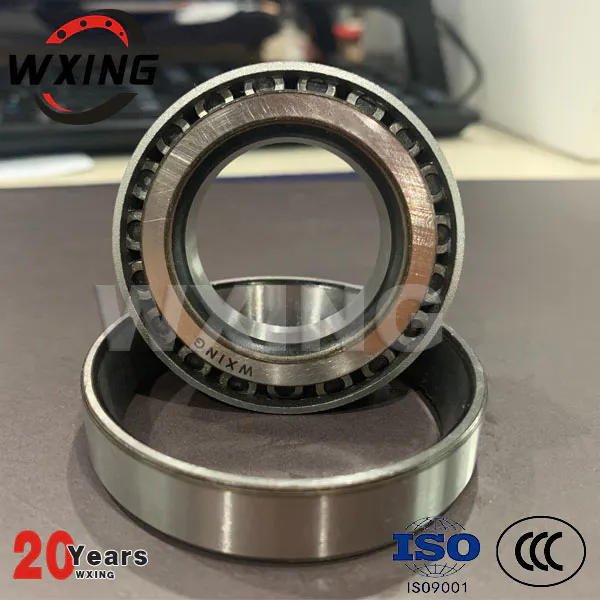
This is a single-row tapered roller bearing with the model number 30204. This is one of the most basic and widely used type of tapered roller bearings. The bore diameter of this bearing is 20 mm, the outer diameter is 47 mm, and the total width is 15.25 mm.
This tapered roller bearing set consists of two main separable parts: the cone (inner ring) assembly and the cup (outer ring). Tapered roller bearings are able to carry radial and axial load in one direction simultaneously. If installed correctly it has relatively long service life compared to other bearing type.
Bearing Model: 30204
Bore Diameter (d): 20 mm
Outer Diameter (D): 47 mm
Bearing Width (T): 15.25 mm
Cone Width (B): 14 mm
Cup Width (C): 12 mm

Automobile bearing heat treatment technology
The main function of adding the alloying element chromium to the steel for automobile bearings is to improve the hardenability of the steel, so that the parts can obtain a more uniform structure across the entire cross-section after quenching and tempering. Chromium can form alloy cementite (Fe, Cr) 3C, which can refine the austenite grains, reduce the overheating sensitivity of steel when heated, improve wear resistance, and make the steel become fine needle-shaped or invisible during quenching. Crystalline martensite makes steel increase toughness on the basis of high strength. Generally, cryogenic treatment of automobile bearings is not required unless there are special requirements for the dimensional stability of the parts and the content of retained austenite.
(1) Production process route of automobile bearing parts
The general production route of steel ball rolling elements is: bar stock → hot pier forming of ball blank → light ball (filing) → soft grinding → heat treatment → hard grinding → fine grinding → fine grinding (polishing).
The general production route of inner and outer rings is: pipe material (cold rolling) → annealing → turning → soft grinding → heat treatment → grinding → finishing.
The general production route of the cage is: solid cage (nylon): blank → turning → drawing and drilling window → surface treatment.
Stamping cage (metal): strip or sheet → forming → bottom cutting → window punching → slope pressing → expansion → surface treatment.
The rolling elements, outer rings, and inner rings of automobile bearings, and the second and third generation flanges of wheel hub bearings must undergo appropriate heat treatment to fully utilize the potential of the material itself, obtain the expected performance of the parts, and improve the service life of the assembly. The main ones are Spheroidizing annealing, overall quenching + low temperature tempering, chemical heat treatment, induction heat treatment and other methods.
(2) Overview of heat treatment of key automotive bearing parts
The following is a brief introduction from the perspective of heat treatment equipment, process examples, technical requirements, development forecasts, etc.
Spheroidizing annealing equipment usually uses a protective atmosphere furnace, which makes the surface of the annealed parts less oxidized and improves the material utilization of bearing parts. The heating temperature of the bearing material is 835~850℃, and the spheroidizing temperature is 750~760℃, as shown in Figure 8.
After the ball rolling elements are forged, an Aixelin roller-bottom continuous nitrogen-based protective atmosphere annealing furnace is used, as shown in Figure 9a. The spheroidizing annealing temperature is 760℃, the oxygen potential is ≥900, the dew point is ≤20℃, the propane flow rate is 0.18±0.02m3/h, the pressure in the furnace is 150~300MPa, the hardness is ≤210HBW, the decarburization layer is ≤0.25mm, and the mesh is Carbide ≤ CN4.2, the hardness of the steel ball after overall quenching and tempering is required to be above 60HRC.


Zhejiang waxing electromechanical co.LTD.
Copyright © 2025 Zhejiang waxing electromechanical co.LTD. | All Rights Reserved Design
Hello, please leave your name email or WhatsApp here before chat online so that we won't miss your message and contact you smoothly.












































































CONTACT US
Consult our customers for surprise discounts.