
Submit successfully
We will review as soon as possible







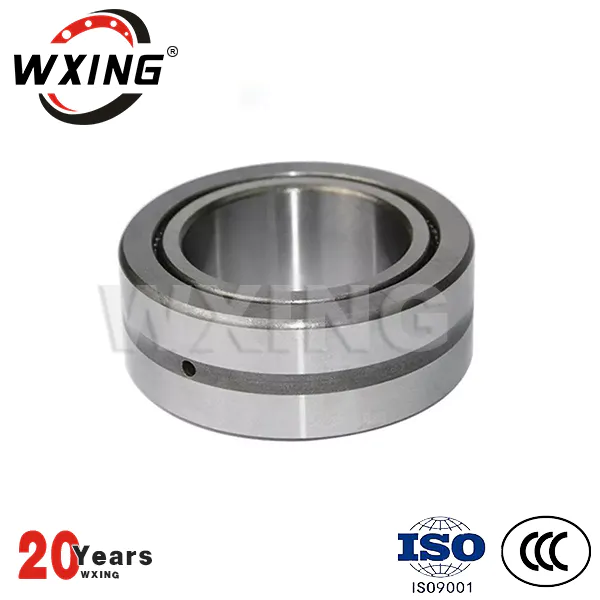
Product Name | 12x24x17.5 mm Automotive bearings Needle Bearing NKIB 5901 roller bearing NKIB5901 |
Model Number | NKIB5901 |
Dimension | 12x24x17.5 mm |
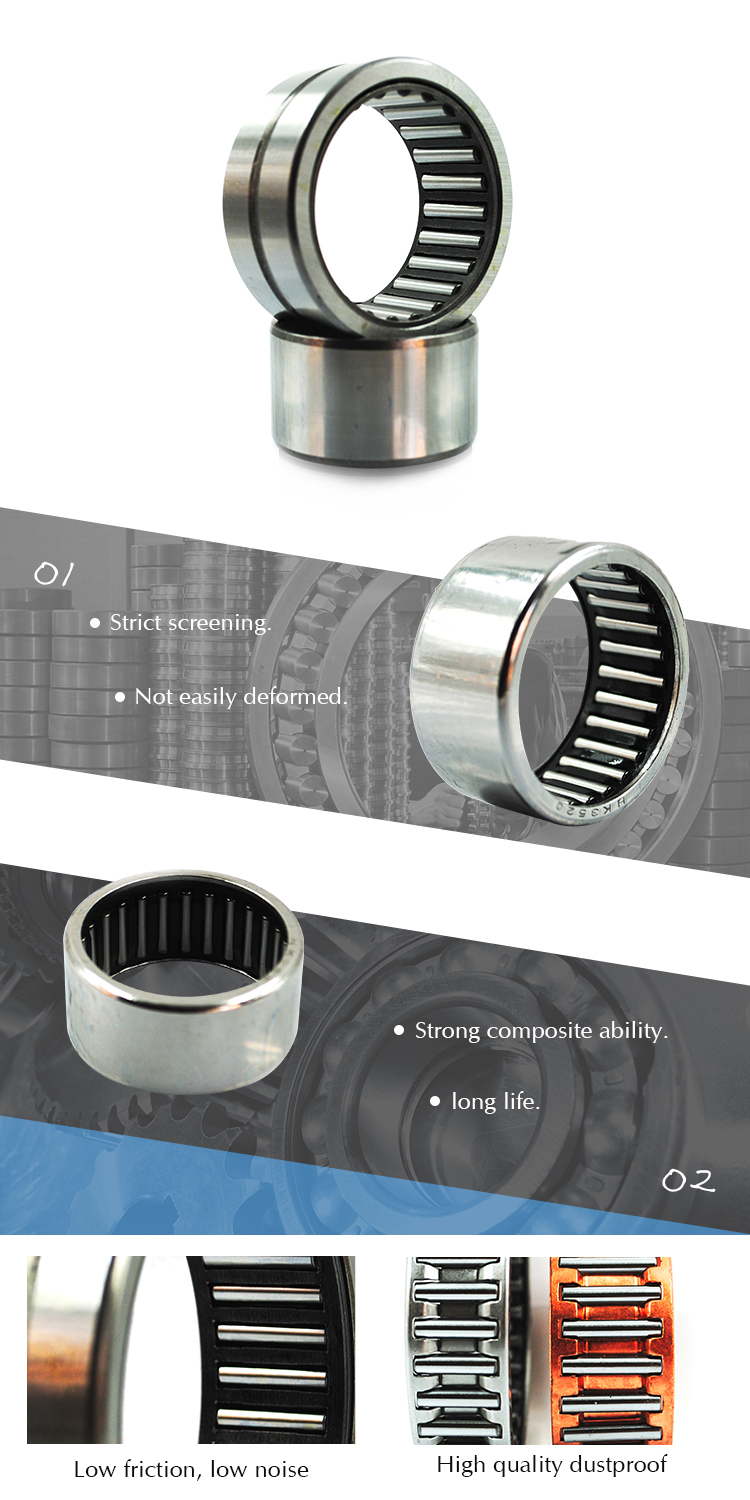
Cage Material | Steel/ Brass/ Nylon/ Custom |
Precision | P0, P6, P5, or as requested |
Vibration | ZV1, ZV2, ZV3, or as requested |
Clearance | C0,C2,C3, or as requested |
Quality standard | ISO9001:2000/ SGS |
Quality Control Process | 1.Assembly |
2.Windage test | |
3.Cleaning | |
4.Rotary test | |
5.Greasing and gland | |
6.Noise inspection | |
7.Appearance inspection | |
8.Rust prevention | |
9.Product packaging | |
Application | Medical equipment,cryogenic engineering,optical instrument,high-speed motor,printing machinery,food processing machinery. |
Common faults of needle roller bearings and their causes:
1. Failure form:
(1) The bearing has difficulty rotating and generates heat;
(2) The bearing makes abnormal noise when running;
(3) The bearing generates vibration;
(4) The inner race is peeled off and cracked;
(5) The outer seat ring peels off and cracks;
(6) Indentations are produced on the bearing raceways and rolling elements.
2. Failure cause analysis:
(1) Inspection before assembly is not careful. Before assembling the bearing, clean and carefully check the inner and outer races, rolling elements and cages of the bearing to see if there is rust, burrs, bruises and cracks; check whether the bearing clearance is appropriate. Whether the rotation is light and free, and whether there is any sudden jamming. phenomenon; at the same time, check the size, roundness and cylindricity of the shaft diameter and bearing seat hole, as well as whether there are burrs or uneven convexities on the surface. For split bearing seats, it is required that a gap of 0.1mm~0.25mm should be left between the joint surface of the bearing cover and the bearing base and the outer circular surface of the outer seat to prevent "clamping" at the "tile openings" on both sides of the outer seat. The gap caused by "helping" phenomenon is reduced and wear is accelerated, causing premature bearing damage.
(2) Improper assembly. Improper assembly will cause the bearings to have the various failure modes mentioned above, as well as the following situations:
A. Improper cooperation:
The fit between the inner hole of the bearing and the shaft adopts the base hole system, and the fit between the outer circle of the bearing and the bearing seat hole adopts the base shaft system. Generally, the shafts and bearing inner races of centrifugal pumps, centrifuges, reducers, electric motors and centrifugal compressors that work under normal load conditions use J5, js5, js6, k5, k6, m6, and the bearing seat hole and bearing The outer race uses j6 and J7 fit. The rotating seat ring (the inner seat ring of most bearings is a rotating seat ring, the outer seat ring is not a rotating seat ring, and a small number of bearings are the opposite), usually using an interference fit, which can prevent the seat ring from being in the shaft diameter under load. Rolling and sliding occur on the mating surface of the bearing housing bore.
However, sometimes due to inaccurate measurement of the shaft diameter and bearing seat hole or the roughness of the mating surface not meeting the standard requirements, an excessive interference fit is caused, which causes the bearing seat ring to be greatly squeezed, resulting in radial clearance of the bearing itself. Reduction will make the bearing difficult to rotate, generate heat, intensify wear or get stuck. In severe cases, it will cause the inner and outer races of the bearing to crack during installation. The non-rotating seat ring often adopts a fit with small clearance or interference. In this way, the non-rotating seat ring may cause slight crawling, causing the contact surface between the seat ring and the rolling element to be constantly replaced, and the raceway of the seat ring to wear evenly. At the same time, it can also eliminate the axial jamming of the rolling elements in the bearing due to thermal elongation of the shaft. However, an excessive clearance fit will cause the non-rotating seat ring to rotate together with the rolling elements, causing serious wear between the shaft (or bearing seat hole) and the inner seat ring (or outer seat ring), and friction will cause the bearing to heat up and vibrate.
B. Improper assembly method:
When the interference between the bearing and the shaft diameter or the bearing seat hole is small, the press-in method is often used for assembly. The simplest method is to use a copper rod and a hand hammer to symmetrically tap the interference fit seat ring of the bearing in a certain order to make the bearing press in smoothly. In addition, a soft metal casing can also be driven in with a hand hammer or pressed in with a press. If the operation is improper, the seat ring will be deformed and cracked, or if the hand hammer is hit on the non-interference fit seat ring, the raceway and rolling elements will be indented or the bearing will be indirectly damaged.
C. Improper temperature control during assembly:
When assembling needle roller bearings, if the interference with the shaft diameter is large, the hot assembly method is generally used. That is, the bearing is placed into an oil drum containing oil, and the outside of the oil drum is heated with hot water or flame. The process requires that the heated oil temperature be controlled at 80°C ~ 90°C, generally not exceeding 100°C, and not exceeding 120°C at most. After the bearing is heated, it is quickly taken out and set on the journal. If the heating temperature is too high due to improper temperature control, the bearing will temper and reduce its hardness. The bearing will be prone to wear, peeling, and even cracking during operation.


Zhejiang waxing electromechanical co.LTD.
Copyright © 2025 Zhejiang waxing electromechanical co.LTD. | All Rights Reserved Design
Hello, please leave your name email or WhatsApp here before chat online so that we won't miss your message and contact you smoothly.





































































































CONTACT US
Consult our customers for surprise discounts.